文字再美,也抵不过视频中的【吴堡】【本地】精密钢管12CrNi3精密管敢与同行比质量产品真实呈现,赶快点击观看吧!
以下是:吴堡【吴堡】【本地】精密钢管12CrNi3精密管敢与同行比质量的图文介绍
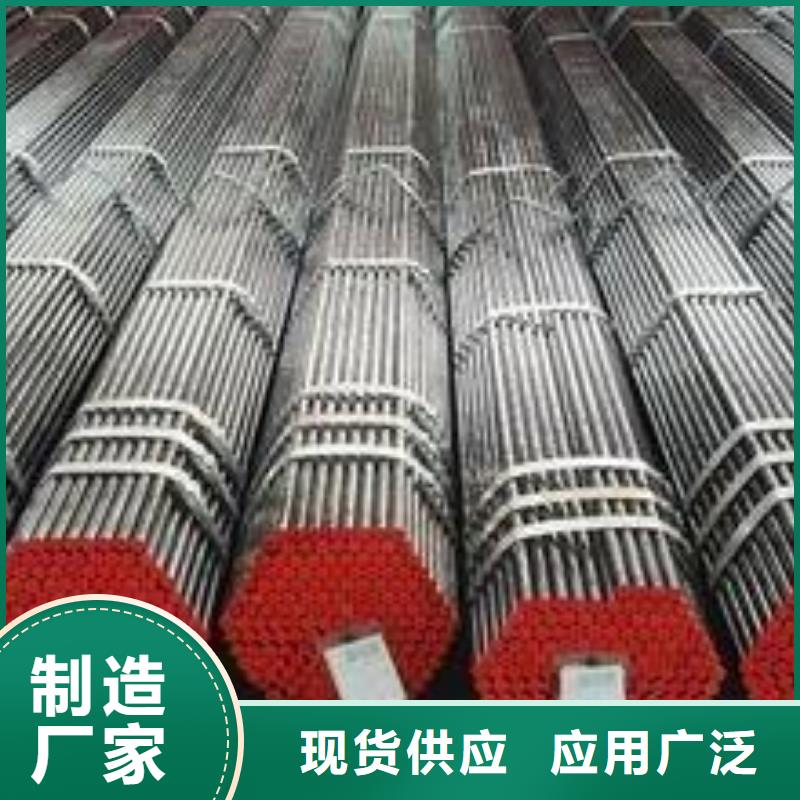
融拓金属材料有限公司以优良的品质,丰富的 20A无缝钢管、产品种类,为客户创造价值
业务范围:公司业务涉及各种特种 20A无缝钢管、,更有强大的技术团队提供符合各国标准的 20A无缝钢管、。
包装方式:可选常规包装,中性包装,木箱包装
合作方式:对于长期批量客户,可选择来料加工 ,或者共同探讨更具价值的合作方法。


怎样提高精轧管的抗拉强度?精轧管也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。钢材力学性能是保证钢材最终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(精轧管抗拉强度、屈服强度或精轧管、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。精轧管抗拉强度(σb):试样在拉伸过程中,在拉断时所承受的 力(Fb),出以试样原横截面积(So)所得的应力(σ),称为精轧管抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的 能力。式中:Fb--试样拉断时所承受的 力,N(牛顿); So--试样原始横截面积,mm2。精轧管(σs):具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称精轧管。若力发生下降时,则应区分上、下精轧管。精轧管的单位为N/mm2(MPa)。 上精轧管(σsu):试样发生屈服而力首次下降前的 应力; 下精轧管(σsl):当不计初始瞬时效应时,屈服阶段中的最小应力。 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率:(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。 以σ表示,单位为%。式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。断面收缩率:(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的最少横截面积,mm2。硬度指标 :金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。布氏硬度(HB):用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。



当输入热量不足时,被加热的精轧管边缘达不到精轧管温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的精轧管边缘超过精轧管温度,产生过烧或熔滴,使精轧管形成熔洞。精轧管的两个边缘加热到精轧管温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,最终形成牢固的精轧管。若挤压力过小,形成共同晶体的数量就小,精轧管金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出精轧管,不但降低了精轧管强度,而且会产生大量的内外毛刺,甚至造成精轧管搭缝等缺陷。
第三,精轧管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,精轧管强度下降;反之,精轧管边缘加热不足,挤压后成型不良。精轧管是一个或一组精轧管专用磁棒,精轧管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精轧管精轧管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精轧管精轧管边缘附近,使精轧管边缘加热到精轧管温度。精轧管用一根钢丝拖动在精轧管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于精轧管快速运动,精轧管受精轧管内壁的磨擦而损耗较大,需要经常更换。精轧管经精轧管和挤压后会产生焊疤,需要清除。清除方法是在机架上固定刀具,靠精轧管的快速运动,将焊疤刮平。精轧管内部的毛刺一般不清除。









 扫一扫
扫一扫